東莞市雷碩五金電子有限公司
聯(lián)係業務:13929497858
聯係工程:13509803183
郵箱:hejh_163@163.com
網址:www.hhxyj.com
地址:廣東省(shěng)東莞市石排鎮龍崗
工業園(yuán)2號廠房

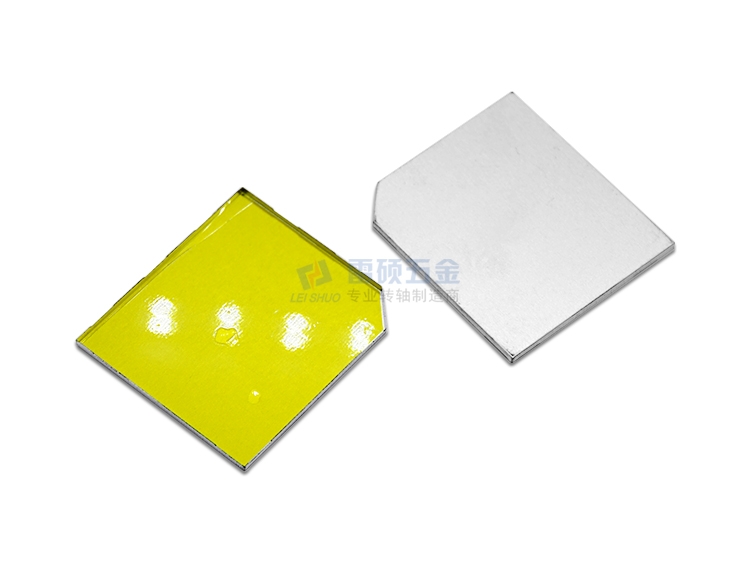
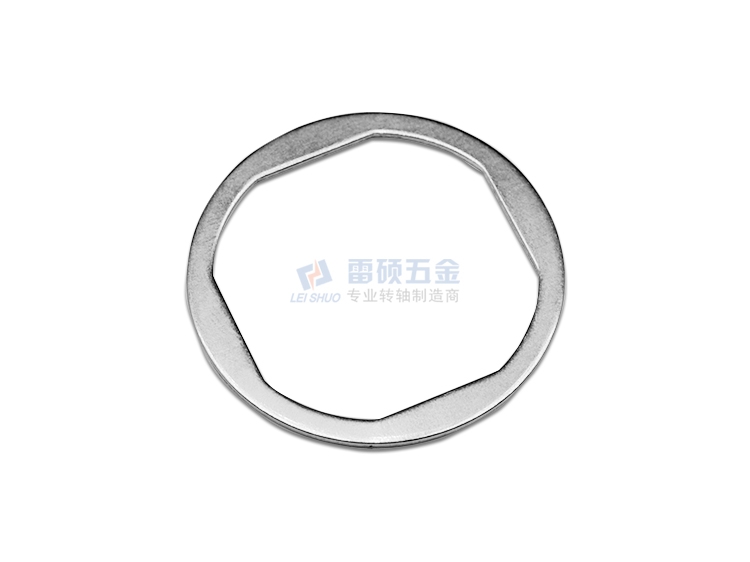
名稱(chēng):衝壓件
型號:DSC_4848
扭力:
規格(gé):
工藝:
特點:
行業:

衝壓件是靠壓力機和模具對板材、帶材、管材和型材等施加外力,使之產(chǎn)生塑性變形或分(fèn)離,從而獲得所需形狀和尺(chǐ)寸的工件(衝(chōng)壓件)的成形加(jiā)工方法。衝壓和鍛造同屬塑性加工(或稱壓力加工(gōng)),合稱鍛壓。衝壓的坯料主要是(shì)熱軋和冷軋的鋼板和鋼帶。
全世界的鋼材中(zhōng),有60~70%是板材,其中大部分是經(jīng)過衝壓製成成品。汽車(chē)的車身(shēn)、底盤、油箱、散熱器片,鍋爐的汽包、容器的殼體、電機、電器的鐵芯矽鋼片等都是衝壓(yā)加工的。儀器儀表、家用電器、自行車、辦公機械、生活器皿等產品中,也有大(dà)量衝壓件。
衝壓件常見問(wèn)題處理
1、粘合(hé)、刮痕:由於材料與凸模或凹模摩擦而(ér)在(zài)製件或者模具表麵出現(xiàn)的不良;
2、毛刺:主要發生於剪切模(mó)和落料模(mó),刃口之間(jiān)的間隙或大或小時會產毛刺;
3、線偏移:製件成形時,首先與模具接觸的部位被擠壓並形成了一條線;
4、凸凹:開卷線(xiàn)有異物(鐵屑、膠皮、灰塵)混入引起凸凹;
5、曲折(shé):由於應(yīng)力不均勻、拉延筋匹配不良或者壓機滑塊控(kòng)製不良等造成製件r角部位或者壓花(huā)部位發生曲折、應變;
6、皺紋:由於壓(yā)機滑塊調整不良、壓機精度低、氣墊壓力調(diào)整不合適、衝頭或者r部位大(dà)等原因引起邊緣或r部位皺紋。
7、其他具體問題:在日常生產中,會遇到衝(chōng)孔尺(chǐ)寸偏大或偏小(xiǎo)(有可能超出規格要求(qiú))以及與凸模(mó)尺寸(cùn)相差較大的情形,除考慮成形凸、凹(āo)模的設計(jì)尺寸、加工精度及衝裁(cái)間隙(xì)等因素外,還應從以下幾個方麵考慮去解(jiě)決。
 在線谘詢
在線谘詢